Demir-Dışı Metal Boru Paslanmaz Çelik Boru Hidrolik Soğuk Çekme Makinası
Hızlı Detay:
Tür: Soğuk drawnbench
Marka adı: Hengli
Model numarası: LW40
Giriş malzemesi: ortak karbon çelik, alaşımlı, demir dışı metal
Satış sonrası hizmeti: yurtdışı servisi
Menşe Yeri: Jiangsu, Çin (Anakara)
Böylece Karbon borular, Demirdışı metal borular alanında ve: kullanılır.
Açıklama:
Boru çekme işleminin tanıtılması
Içi boş bir boru, bir kalıp kullanılarak çekilir zaman, genellikle bir mandrel veya fişi Bu işlem boru çekme adlandırılır borunun iç çapı desteklemek için kullanılır. tıpanın fonksiyonu duvar indirgenmeyi sağlamak için bu deliğin boyutunu kontrol etmektir. Bu iç boyutları ve yüzey önemli değildir edildiği takdirde, duvar kalınlığında bir azalma sağlamak, ya da gerekli değildir, ancak mandrel atlanabilir. Herhangi bir mandrel tüp batan olarak bilinir olmadan işlem bir boru çizmek için.
Mandrelden artan sürtünme geçiş başına sabit bir mandrel üzerinden tüpler çizim olarak, maksimum pratik kesit alanı azalması yüzde 40 geçmez. Dikkatli bir şekilde kalıbın kalıp boğazda mil yüzen uyumlu ise, yüzde 45 alanında bir azalma elde edilmesi mümkündür, ve aynı azaltılması için çekme yükleri sabit bir fiş ile hazırlanması için daha düşüktür. Bu tarz fişi yüzen ile çizim denir. Bu tarzda, araç tasarımı ve yağlama çok kritik olabilir ki bahsetmek gerekir. Tüp çizim sürtünme ile sorunlar uzun bir mandrel ile çizim minimize edilir. mandrel borusunun tüm uzunluğu boyunca uzanır ve tüp kalıp kullanılarak çekilir sert çubuk veya tel boyunca oluşur. Bu tasarımda, bölge azaltma yüzde 50 olabilir. Ancak çizimde sonra mandrel hafif boru çapı artar ve boyutsal toleransları rahatsız olan (sarma) yuvarlayarak tüpten gerekir. Yukarıda ele alındığı çekme işlemi Şekil l'de gösterilen edilebilir. 1.
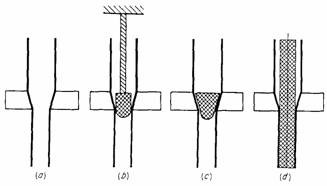
İncir. 1: Tüp çizim işlemleri. (A) batan; (B) Sabit fişi; Fişi yüzen (c); (D) borular mil bir soğuk-çekme tezgah hareket kalıbı tutan bir kalıbın kafa bulunduğu ortasında ağır çelik çerçeve veya tezgah oluşur. Tezgahın bir ucunda mil çubuğunu çapa ayarlanabilir bir tutucu bulunmaktadır. Diğer ucunda bir şaft bulunan ağır, sonsuz, kare-bağlanmış zincir üzerinden geçtiği bir zincir, tekerlek monte edilir. Bu zincir zincir dişli çarkına tezgah altında bir avara ve getiri etrafında geçer kalıp kafa dişli tekerlek, uzanan tezgah, üstüne bir çukurda yatıyor. dişli çarkı uygun bir redüksiyon dişlisi sayesinde değişken devirli motor ile tahrik edilir.
Üretim Operasyonu
soğuduktan sonra, sıcak haddelenmiş borular bir ucunda işaret edilir. Bu işaret, beraberlik deliği serbest kalıp girmek üzere düşürülen kısım izin vermek için yeteri kadar yaklaşık 150 mm (6 inç) kadar bir mesafe için, dış çapa indirgeme oluşur plyer çeneleri kavrayabildiği bu ucunu böylece tüp. Birden fazla soğuk beraberlik geçiş tüp verilecek ise mümkünse, gelin, son kalıp boyutu biraz altında yapılır.
Çoğu durumda, bir soğuk-çekme geçişi yakın boyutları iyi bir yüzey ve ürünlerin istenen mekanik özelliklere ulaşmak için yeterlidir. (2) Daha iyi yüzey işlemleri, (3) küçük çapları, ya da (4) uzun boyu, (1) ince duvarlar: Ek geçer güvenceye almak için gerekli olabilir.
Birden fazla geçiş ile üretimi için, her bir soğuk çekme işlemi sonrası bunları tavlanması gerekmektedir. Ayrıca soğuk çekme önce, makaron turşu ve yağlanmalıdır. Tüm borular, tüpler hariç unannealed mekanik, son soğuk çekme geçtikten sonra nihai tavlama veya ısı tedavi. Birçok tüpler bitmiş tüp uygun tahıl yapısını elde etmek için son geçişte önce özel bir normalizasyon tedavi; Bu tavlama, sürekli tünel veya gazla çalışan araç alt yığın fırınları ya da gerçekleştirilir. Sürekli fırınlar ısıya dayanıklı tahrik araç alt yığın fırınları bir pilde düzenlenmiştir vb boru bölümüne bağlı olarak önceden tespit edilmiş bir hızı, tavlama sıcaklığı, sıcaklıkta zamanda, fırın içinden tüpler taşımak için kullanılan rulo ile donatılmıştır ve Özel bir şarj vinç tarafından sunulmaktadır.
Bundan başka, soğuk çekme, tavlanmış borular örneğin, doğrultma, kesme kontrol ve test olarak terbiye işlemine tabi tutulmaktadır.
Uygulamalar:
Özellikler:
NO. | Isim | Teknik Parametreler | Birim |
1 | Anma çizim kuvveti | 400000 | N |
2 | En çalışma çapı kabul | 60 | mm |
3 | Maks. Azaltma oranı | 30 | % |
4 | Çizim hızı | 10 | m / dak |
5 | Maks çizim uzunluğu | 10 | m |
6 | Sepeti hızını dön | 40 | m / dak |
7 | Motor gücü | 90 | kw |
8 | Ana motor hızı | 740 | rpm |
9 | Hız düşürücü Tipi | JZQ1250 | |
Rekabet Avantajı:
Makine çekirdek çubuk cihazı geri çekiliyor Çizim, aşağıdaki avantajları vardır makinenin nispeten mekanik genişleme genellikle:
(1) Stubbs yapılan çelik yüksek konsantriklik
Nedeniyle sistemin yapısındaki hidrolik sürücü düzgün çalışması ve böylece ürünün hassasiyeti artırmak, mandrel ekseni ile uyumlu boru eksen hattının çekme kuvveti sağlar ve kalıp ekseni dışında hiçbir aşınma, konsantriklik ve yüksek doğruluk;
(2) Basit yapısı, kolay üretim
Parçaların soğuk çekilmiş boru makine kısmının bu tip basit ve işlenmesi kolaydır. Başka bir raf öngerilmeli çerçeve yapısı çekerek makineleri gücü, sertlik ve taşıma kapasitesini geliştirmek için.
(3) Basit ekipman vakıf
Silindir tabanı olarak, kalıp tabanı ve punta yüzden gerginlik genel çerçeve içinde kapalı çekerek bir bütün, iş yükü rolü, gibi birbirine bağlı, sekiz tüpler ve dört destek çubuğu takımının oluşur, vakıf makine işi çekerek ayı değil Yük, sadece bu nedenle tasarruf, cihazın ağırlığını taşıyacak
Ekipman vakıf maliyetlerinin çok.
(4) basamaksız
Hidrolik kartuş valfi manifoldu sistem çalışmaları, çizim hızı, pürüzsüz, esnek ve kullanışlı geniş bir yelpazede üzerinde ayarlanabilir.
Ana ekipman için referans resimler:

Sertifikasyon:


 Mesajınız 20-3.000 karakter arasında olmalıdır!
Mesajınız 20-3.000 karakter arasında olmalıdır!

